To be recyclable or not to be recyclable? That is the question.
25 September 2025
To be recyclable or not to be recyclable? That is the question.
By Gaston Michaud, Researcher, Innofibre.
The current transformation of the paper industry involves the creation of new products. These are either completely new products or existing products with new features. When these products are created and before they are brought to market, questions quickly arise about their recyclability. Are these products recyclable or not? In today’s world, it is becoming increasingly difficult to market products that are not recyclable and that become actual waste at the end of their useful life. So how can we determine the recyclability of a paper product?
In the mid-2000s, a voluntary standard was developed by the Fiber Box Association (FBA) to evaluate the recyclability of corrugated containers coated with a moisture barrier or functional coating. Innofibre, then known as the “Centre spécialisé en pâtes et papiers” (CSPP), was approached by a member of the FBA to test one of these products even before the standard was officially published. In doing so, Innofibre was one of the first laboratories to put this standard into practice under real-world conditions. The FBA also had comparative tests carried out in a number of laboratories, including Innofibre. Over the years, this standard has seen growing use, influenced by major retailers that required the corrugated containers arriving at their facilities to be recyclable. This forced box and coating manufacturers to verify the recyclability of their products.
In spring 2025, this standard was jointly updated by the FBA and the AF&PA (American Forest & Paper Association), while the previous version dated back to 2013. This standard is now known as the Voluntary Standard For Repulping and Recycling Coated or Treated Corrugated Fiberboard and its Equivalents in the Old Corrugated Containers (OCC) Recycling Stream. It consists of two separate parts.
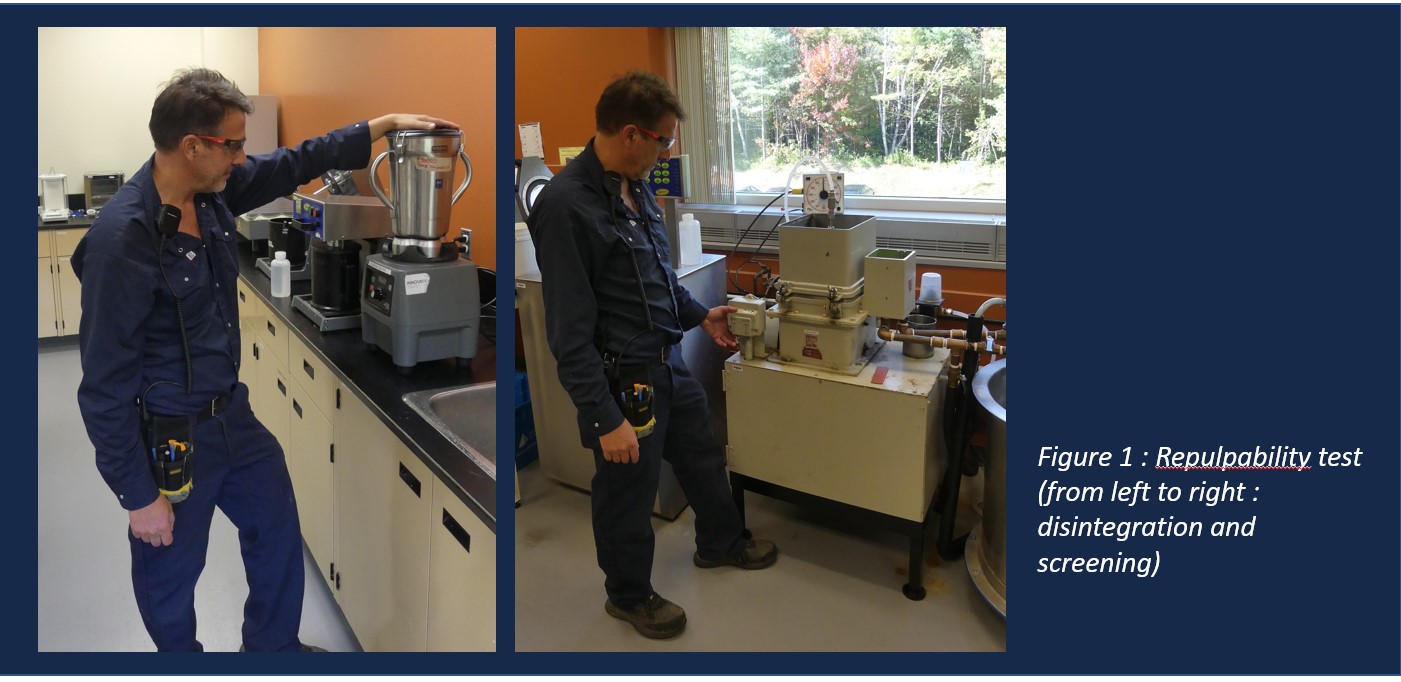
The first part concerns repulpability and is carried out in the laboratory. It consists of disintegrating a 25-gram sample of the product to be tested, screening it, and determining the yield of usable fibers and the amount of rejects generated. The test is successful if the yield is greater than or equal to 60% and if the amount of rejects is less than or equal to 20%. In addition, the procedure must be able to be carried out without any deposits on the surface of the disintegrators and without the need for acid washing of the screen.
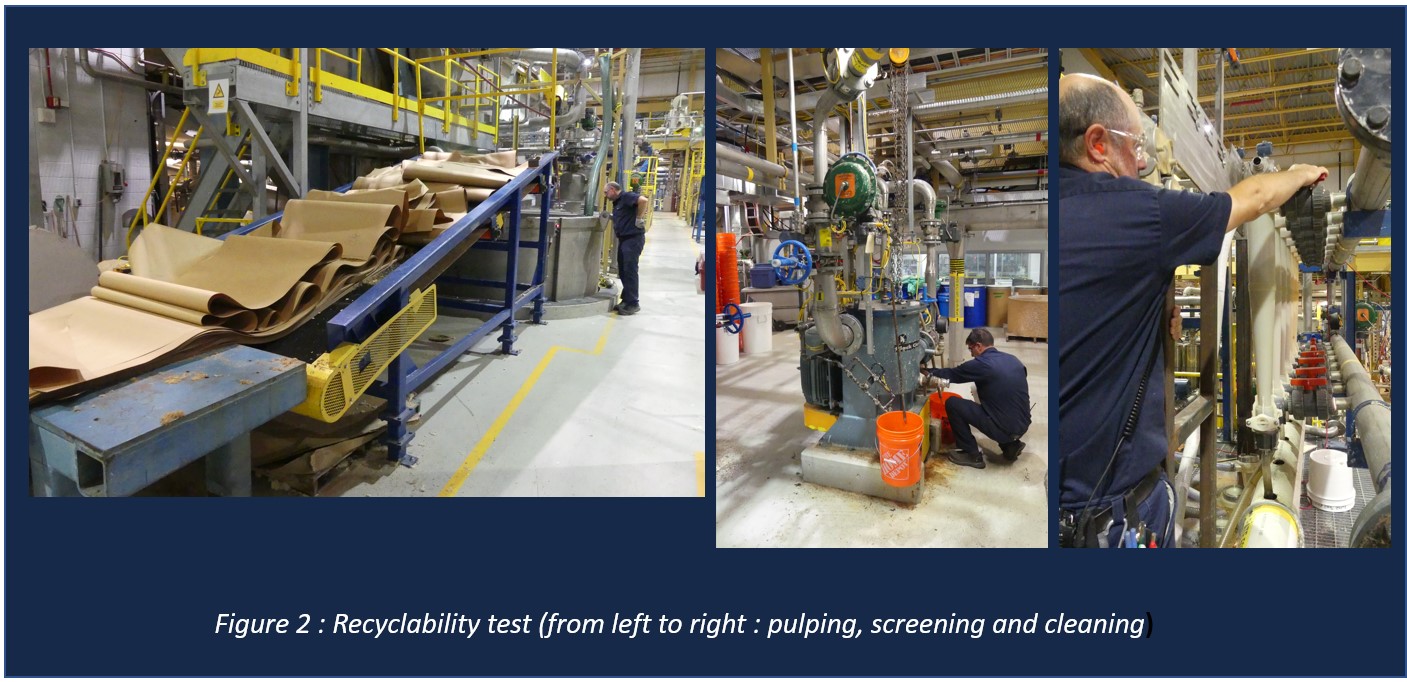
The second part focuses on recyclability and is carried out in a pilot plant. A defined proportion of the product to be tested (usually 20%) is added to the reference product (usually 80%). This blend is pulped, screened, and cleaned under standardized conditions. This produces a pulp that can be compared to a pulp made solely from the reference product that has been processed under the same standardized conditions. Here too, the procedure must be carried out without any deposits forming on the surface of the pulper and without having to remove the screen baskets for cleaning.
Laboratory handsheets are then produced with both pulps for comparison. The slide angle of the blend must be greater than or equal to 85% of that of the reference product. The difference between the water drop penetration time of the blend and that of the reference product must be less than or equal to 200 seconds. The reduction in STFI compression strength of the mixture must be less than or equal to 10% of that of the reference product. The same applies to burst resistance. Finally, the dirt/stickies count of the blend must be less than or equal to 15, or it must not exceed that of the reference product by more than 30%.
If the product meets all the quality criteria of the standard, it can then be considered recyclable. The producer can then submit a file to the FBA providing the product’s characteristics and the results of tests carried out by an external laboratory such as Innofibre. If the information provided meets the FBA’s expectations, it may allow one of its recyclability logos to be printed on this product.
Innofibre has all the necessary equipment, both in the laboratory and in the pilot plant, to conduct tests in accordance with this standard (both parts). More importantly, however, the Innofibre team has the expertise and experience required to successfully complete projects that comply with all stages of this validation process. Several projects have been completed since the standard was first published twenty years ago.
To learn more about the standard and its application, contact us.
Innofibre’s mission
« Contribute to the technological positioning and sustainable development of the paper and biorefining industry by supporting innovation and diversification of biomass products and adapting paper technologies. »